Design of multi-station automated stamping production
Text / Luo Yunhua
Stamping automation is an effective way to improve labor productivity, reduce product costs, and ensure operational safety. Automated press processing refers to the automation of operation processes including material supply, product and waste discharge, mold exchange, press adjustment and operation, and abnormal condition monitoring of the stamping process. If all operations are optimally automated, they will encounter difficulties such as large investment and high operating and maintenance costs. The degree of automation of stamping should be determined according to production conditions, scale and economic rationality.
At present, many domestic manufacturers have a large proportion of ordinary punches. With the existing ordinary punching machine modification, the use of automatic stamping production in material supply, product and waste discharge is a quick, less investment, adaptable and economical way.
1. Combination mode of stamping automation
The combination mode of automated stamping differs depending on the size of the material, the size, shape, and degree of automation of the product. The representative combination modes are as follows.
(1) Universal presses are equipped with automatic feeding devices, including two methods:
1 Open single point presses with roller feeders (or pneumatic feeders) are currently the most widely used. It can be used for continuous pressing in a single step or multiple steps, and has good workability.
2 Open double-point press is equipped with multiplexed displacement device (2, 3 dimensional feeder), with unwinding device, leveling device, etc., mainly for continuous punching of multi-station. The biggest advantage is that the production line area can be greatly reduced, and the handling between processes is reduced. This method has an increasing trend.
(2) The high-speed punching machine is equipped with a cam split type feeder, which is combined with the uncoiler, leveling device and S-type material arc control to form a production line for the special silicon steel sheet. This production line has been widely used by motor factories.
(3) Multi-station automatic transfer punching machine with 2d, d3 automatic feeder combined with two-seat multi-layer material rack or air feeder, used in more complicated continuous processing of more than 6 processes.
(4) Multiple closed presses are connected in series, and the robot feeding mechanism is added to form a multi-process continuous processing line. This is the combination of the most productive elasticity, mainly used in sheet metal processing of automotive body parts.
2. Automated stamping components
More mature automated stamping systems, mostly by processing units (feeding devices, feeding mechanisms, presses, molds, etc.), ancillary units (mold exchange devices, material exchange devices, work coordination devices, etc.) and information units (detection protection devices, Motion control device, processing information system).
(1) Press. To realize multi-station automatic stamping, multi-station presses can be used, or an automatic feeding device can be installed on a common press, or a stamping production line composed of several ordinary presses. The multi-station press is different from the ordinary press. The frame is mostly closed double-column type and three-column type. The worktable is long and narrow, and there are many small sliders on the slider. Each small slider can adjust the height of the mold separately. And each has a reliable topping mechanism, and the stamping parts of each station are accurately positioned by the automatic feeding device. This has low requirements for multi-station molds, simple mold manufacturing and easy adjustment.
Multi-station presses are mainly based on the number of work stations required for machining workpieces and the sum of the punching pressures of each station, and considering the comprehensive selection of the drawing height of the stamping parts. The main technical parameters of the multi-station press are: nominal pressure, number of stations, station distance, slider stroke and number of strokes per minute. Since multi-station presses are mostly large-scale stamping equipment, the cost is too high, and the general factory is economically unbearable.
When using a conventional press, the following factors should be considered in the selection of the press:
1 The tonnage of the press, the press should be able to withstand the total punching pressure and eccentric load, and the pull delay also needs to consider the drawing work.
2 Slider stroke, press stroke degree L ≥ 2.85h (h is the maximum height of the stamped part).
3 Press table, press slide and table to accommodate enough stations.
4 The number of strokes of the slider. The number of strokes per minute of the slider is limited by the allowable drawing speed of the punching material, but it is also an important indicator reflecting productivity.
(2) Automatic feeding device. There are many types of automatic feeding devices, mainly pneumatic clamp type feeding, roller feeding, and splint feeding. In the large and medium-sized multi-station automatic stamping production, the planetary gear splint feeding mechanism is often used, which has good acceleration characteristics, smooth movement and large feeding distance, and can automatically feed 2d and 3d. Two of them are introduced.
Figure 1a, b show the schematic diagram of the external meshing planetary gear feeding mechanism and the internal meshing planetary gear feeding mechanism. When externally engaged, when D:d:e=10:5:1, the trajectory of the eccentric pin is an approximate ellipse. In the approximate straight line ab and a'b', the longitudinal feed motion of the splint stops, only for lateral closing, The movement is opened, and in the aa' and bb' sections, the splint is fed longitudinally and retracted, and the feed distance is P=D+d-2e. In the internal meshing, when D:d:e=20:5:1, the trajectory of the eccentric pin is approximately a square. In the approximate straight line aa' and bb' segments, the longitudinal movement of the splint stops, only for lateral clamping or looseness. The workpiece is moved and the feed distance is P=Dd-2e.
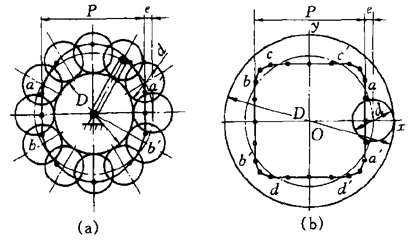
Figure 1 Eccentric pin motion track
(3) Multi-station mold. Multi-station molds work on the press. In addition to fulfilling their respective functional requirements, the following specialities need to be considered:
1 In order to transfer the workpiece between the stations, the heights of the lower dies must be equal to form the feed plane.
2 The workpiece on each process must be in contact with the feeding plane with a flat surface or flange to ensure the stability of the feeding.
3 In order not to affect the transfer of the workpiece, the guide post of the mold is arranged in the upper mold, and the guide sleeve is placed on the lower mold.
4 The punching waste in the intermediate process should be removed from the mold in time, and the lower mold is provided with a waste device.
5 The feeding device is used to make the workpiece free to slide the positioning device, which can eliminate the feeding error.
6 With the supporting device, the process piece can be retracted to the feeding plane so that the clamping plate can be fed.
(4) Automatic detection device. In the automatic stamping production process, in order to ensure equipment, mold, personal safety, it is often necessary to test the thickness of the plate, the width of the coil, the longitudinal bending of the coil, the guiding of the mold, and the output. Once an abnormal situation occurs, stop immediately. The detection methods used are organic electric, photoelectric, and ray.
3. Examples
Figure 2 shows the production layout of an inner pot automatic stamping production line. The inner pot is formed by blanking, drawing, trimming, forming, re-cutting, crimping, and embossing, and is a mass production. With automatic stamping, it has high productivity, small footprint and safe operation. The production line consists of two ordinary presses, plus the splint type automatic feeding device and feeding device driven by d3 planetary gears. The blanking process is carried out continuously on another press. This production method can produce multiple types of inner and outer pot products. It has the characteristics of good production flexibility, stable production, high efficiency, low investment cost and fast launching. It is a successful one. Inner and outer pot stamping production line.
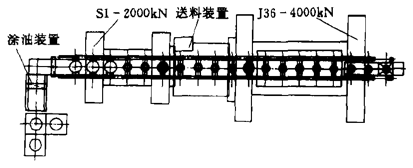
Figure 2 Plan layout of inner pot stamping production line
4 Conclusion
(1) After production verification, the inner pot stamping production line consisting of ordinary presses can fully reach the level of automatic stamping of special multi-station presses, and this method has the characteristics of high production efficiency, low investment and fast loading. In our factory with many ordinary presses, it will be of special significance to modify the ordinary presses to increase production capacity and reduce production costs.
(2) The splint type automatic feeding device driven by the new internal meshing planetary gear has the characteristics of large feeding distance, compact structure and stable feeding. It can be used for large and medium-sized 2d and 3d multi-station automatic feeding.
Hand Mask,Manicure Hand Mask,Disposable Hand Glove,Hand Mask Gloves
Guangzhou Jie Lin international trade Co., LTD , https://www.jinlintrade.com