Application of steel plate cleaning antirust oil in steel drum production
Text / Zhang Yaoyuan
Abstract: Stamping parts such as the top of the drum and the lid of the steel drum are not only the mechanical parts of the steel drum, but also need to be decorative, so there is a high requirement for the cleanliness of the steel surface in the manufacturing process. By analyzing the causes of the surface quality of the steel sheet, the importance of using the anti-rust oil in the stamping process was proposed. The main performance, equipment and daily production management of washing anti-rust oil are introduced, and the practical experience of washing anti-rust oil is given.
Key words: steel drum; cleaning; anti-rust oil; performance
The stamping parts such as the top and bottom cover of the steel drum are the important units that make up the steel drum, and also the basis for ensuring the quality of the steel drum. Therefore, improving the quality of the stamping parts is the basis for ensuring the quality of the steel drum. In the stamping process, if the surface of the steel sheet is contaminated with impurities, bumping, scratching or breakage occurs during the stamping process, which affects the appearance quality of the steel drum after painting, thereby reducing product quality and increasing manufacturing costs. Therefore, the cleaning process for setting steel sheets for steel drum stampings (hereinafter referred to as steel sheets) has become an indispensable part of the process.
First, the cause of the phenomenon of steel plate bulging
Sometimes, when galvanized steel sheets are processed into steel drums, the zinc layer and the iron sheets are peeled off due to damage of the zinc layer and the organic film. When the detached powder falls between the mold and the material, a defect called a convex shape occurs, thereby affecting the appearance of the steel drum. In addition, the cause of the bulging is caused by iron powder, dust adhering to the steel plate, fibers on the packaging material, wood chips and the like in steel mills and steel drum production plants.
By investigating the causes and incidence of bumps in the actual stamping process, the results are shown in Table 1. It is clear that the iron powder has the greatest impact.
Table 1 Analysis of the cause of the bulge
AttachmentIron powder
rubber
fiber
Sawdust
coating
Non-recyclable
Unwinding leveling process
37
25
3
1
1
5
Stamping process
34
5
5
2
2
13
unknown
1
7
0
0
0
6
Second, the main performance of steel plate cleaning anti-rust oil
The properties of the steel plate rust preventive oil determine the stamping and washing performance of the sheet. In addition, the quality of the oil coating roller, the conveying roller and the squeezing roller, the quality of the brush, the injection pressure, the distribution and the filter The performance of auxiliary equipment also has a great influence on the cleaning performance, and it requires special attention during construction.
The performance requirements of steel plate anti-rust oil mainly include: rinsing property, rust-proof property, degreasing property, lubricity and phase-matching property. Figure 1 is a diagram showing the main characteristics of steel plate washing rust-preventing oil.
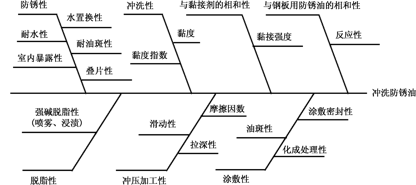
Fig.1 Characteristic diagram of steel plate cleaning antirust oil
1, rinsing
As the main function of the steel plate to clean the rust preventive oil, it is necessary to effectively pass the rust preventive coating on the steel plate and the coil, and the oil, dust, and the like which are contaminated by the leveler and the feeder, through the penetration, dissolution, and peeling. Synergistic effects such as dispersion, etc., are removed cleanly and quickly. One test method for assessing rinsing properties is as follows:
(1) Apply 2g/cm2 steel plate anti-rust oil to the clean test piece;
(2) Place it horizontally, and then use a 200-mesh sieve to sprinkle JIS No. 8 standard dust above it;
(3) Washing with anti-rust oil for 10s (see Figure 2);
(4) After the test piece was ultrasonically washed with petroleum ether, it was filtered with a microporous filter, and after the remaining residue was dried, the washing rate was calculated based on the difference in mass before and after the test, and the evaluation was performed.
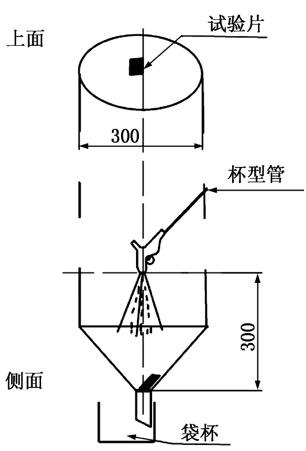
Figure 2 Flushing test method
2, rust resistance
According to the characteristics of stamping production, each batch of barrels must produce a certain amount of parts for stock in each batch. The production cycle of the enterprise is different. The length of inventory of the barrels is different, generally 3 to 7 days. Therefore, the anti-rust oil must be cleaned during the period. In order to inhibit the rust of metals, various rust inhibitors are required in the oil. They are some polar compounds. The molecular structure is characterized by a highly polar group at one end and hydrophilic properties. The other end is a non-polar alkane. Base, hydrophobic. When the oil with rust inhibitor is in contact with the metal, the polar group of the rust inhibitor in the oil has a strong adsorption force on the metal surface, forming a tight single or multi-molecular protective layer on the metal surface to prevent corrosive medium. It is in contact with metal and acts as a rust preventive. The evaluation is generally carried out by a wet test and a salt spray test.
3, degreasing
The degreasing process at the pretreatment line removes the grease, oil stains and residual impurities on the surface of the steel drum, and imparts certain chemical and physical properties to the surface to increase the adhesion of the paint layer and increase the protection and decoration of the coated object. purpose. The treatment method is usually a degreasing method by spraying.
The steel plate cleaning anti-rust oil must meet the degreasing and cleaning process before painting, that is, the anti-rust oil attached to the barrel is cleanable before the coating, and does not affect the subsequent phosphating and coating process. If degreasing failure occurs, the degreasing of the steel plate cleaning rust preventive oil is poor, and as a result, the coating performance is affected.
4, lubricity
Due to the improvement of the surface quality requirements of the steel drum, scratches are likely to occur during stamping. In order to suppress this kind of thing, it is required to have good lubricity in the production process. At the same time, lubricity, as an important performance, acts as a function of cooling, unloading and shock absorption to protect molds and metal sheets. The lubricating mechanism is that the lubricating component can be firmly adsorbed on the surface of the mold and the steel plate to form a certain thickness of the oil film, and has a layered structure, and the layers are easy to slide, so that the friction between the two friction surfaces of the mold and the metal sheet becomes The friction between the molecules of the lubricating component is reduced, thereby reducing the frictional resistance and reducing the friction factor.
Generally, the test method of the drawn bead is used to evaluate the lubricity of the oil. The pull test schematic is shown in Figure 3. The pressure contact load limit is used to evaluate, that is, the speed of bending, back bending, and slipping is constant.
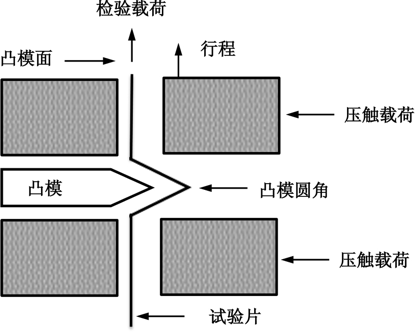
Figure 3 pull-out test schematic
5, phase and sex
In the manufacturing process of the steel drum, the pre-rolling of the top of the barrel needs to be sprayed with some sealant for sealing function. These sealants are sprayed on the surface of the steel plate which has been coated with the anti-rust oil. This requires that the steel plate cleaning anti-rust oil has no effect on the adhesion of the steel plate surface. Of course, the sealant itself must have the reliability and adhesive strength of the oil surface bonding, which is durability and even safety for the steel drum. Requirements. See Table 2 for other properties of steel plate rust preventive oil.
Table 2 Inspection items and methods
Serial numberproject
experiment method
1
Exterior
Eye side
2
density
GB/T 1884
3
Kinematic viscosity
GB/T 11137
4
Moisture
GB/T 260
5
Acid value
GB/T 264
6
Flash point
GB/T 261
7
Mechanical impurities
GB/T 511
8
Damp heat test
GB/T 2361
9
Washable test
Now the pre-processing process can be cleared
Third, cleaning equipment and technology
The steel plate is generally supplied for the steel coil. Before the stamping production, the unwinding and leveling are first carried out, and then the cutting is performed by a fixed length, and then the blanking, bending and deep drawing processes are continuously performed on the press. The cleaning device is mainly divided into an offline cleaning device and an online cleaning device. The in-line cleaning device performs flushing during the process of unwinding and shearing the steel coil into a steel sheet, and is used for cleaning large debris in the leveler and on the conveyor belt (see Figure 4).
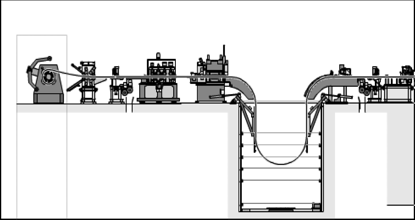
Figure 4 Schematic diagram of the online cleaning device
The off-line cleaning device is a device for separately cleaning the sheared steel plate, mainly cleaning fine debris (see Figure 5).
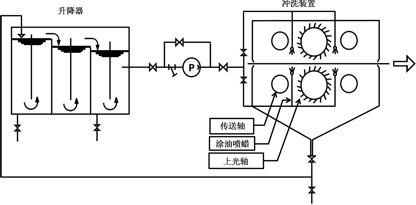
Figure 5 Schematic diagram of the offline cleaning device
Fourth, the daily production management of steel plate cleaning anti-rust oil
In order to ensure the cleaning effect of the steel plate, it is necessary to test and pay attention to some performances and usage conditions of the steel plate cleaning anti-rust oil in the daily production process, to avoid the adverse effect of the steel plate cleaning anti-rust oil failure on the production and reduce the product quality (see Table 3).
Table 3 Daily Production Management Project
Management projectabnormal
Management project abnormality causes
Adverse consequences
Countermeasures
Kinematic viscosity
Above the base value
Mixed into steel drum anti-rust oil;
Volatilization of solvent
Poor degreasing (oil spot);
Sliding (fine deviation on the line of the stamping device);
Flushing protection against low;
Reduced workability;
1. When the management project exceeds the management standard, it is recommended to replace the cleaning oil;
2. Regularly check, clean the fuel tank, filter, and replace the brush and brush head to ensure the cleaning effect.
Acid value
Above the base value
Mixed with acidic substances;
Volatilization of the solvent;
Acidification due to recycling
Reduced rust prevention and degreasing
Moisture
Above the base value
Incorporation of rainwater and dew (when the steel plate is in storage)
Reduced rust resistance
Mechanical impurities
increase
Incorporation of paper dust, lint, dust, etc. (when the steel plate is stored and transported);
Mixing of iron powder and galvanized powder (when steel plate is manufactured or cut)
Stamping bulge
V. Conclusion
Steel plate cleaning rust preventive oil is generally used only in the unwinding shear line in the steel drum manufacturing process, but it is very compatible with the platen oil used in the subsequent steel plate forming process and the mold cleaning liquid used in the mold cleaning process. Importantly, the oil film that has not been completely evaporated by the anti-rust oil has a great influence on the welding of the steel plate, the cleaning of the pre-coating process, and the quality of the paint film. Therefore, it is particularly important to fully understand the performance of steel plate cleaning rust preventive oil and daily production management methods.
Create a cleaner, tidier living room it's very important for your living. Shoe cabinets keep footwear neat, tidy and out of sight. Fold-down cabinet doors open to reveal organized shoe racks and close to create a polished appearance.Save time to search for shoes by organizing your collection in one dedicated storage space. The easy track shoe tower keeps up to 15 pairs of shoes and boots in order, up off the floor, and stored neatly in one place so they`re easy to find and put away. The tower is easy to assemble and can be set on the floor or hung on a heavy-duty steel rail to keep floor space open underneath for additional storage.
Shoes Cabinet,Shoe Cupboard,Shoe Rack Cabinet,Shoe Display Case
Baklam , https://www.baklamfurniture.com