Analysis and Solution of the Problem of Barrel Rolled Straight Edge
Text / Yang Wenliang
1. The formation of the round straight edge of the barrel
In the production process of steel barrels, most companies use a three-roll plate rolling machine for rounding. However, the three-roller bending machine has a structural flaw, that is, the two ends of the beginning and end of the coil will appear straight segments, commonly known as straight edges. Figure 1 is a schematic diagram. Figure 2 is the physical picture after the barrel body is rounded.
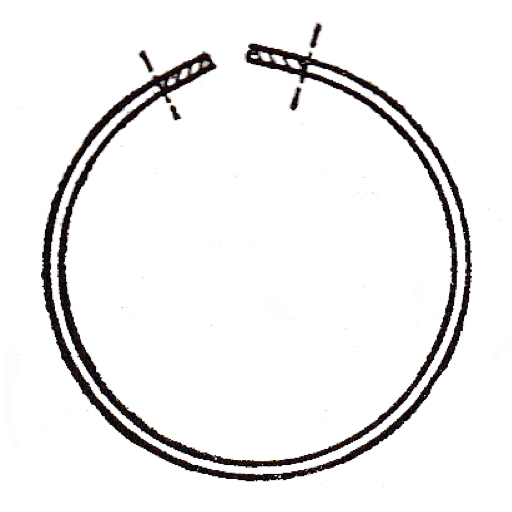
Figure 1 Straight edges at both ends of the barrel

Figure 2 Physical picture of the barrel with round and straight edges
For a general three-roll plate rolling machine, the larger the barrel diameter, the larger the straight edge width. In the production of standard 200L steel drums, the width of the straight edge can reach 50 ~ 100mm, which will be different according to the diameter of the roller of the coiler. The reason for the straight edges at both ends of the roll is because there is a certain distance between the feed roller and the forming roller of the three-roller curling machine, as shown in Figure 3. This distance will allow the sheet to enter and end to have a roll off distance, resulting in this section can not be limited by the bending force of the roller. The distance of the straight edge section is just the distance between the feed roller and the forming roller.
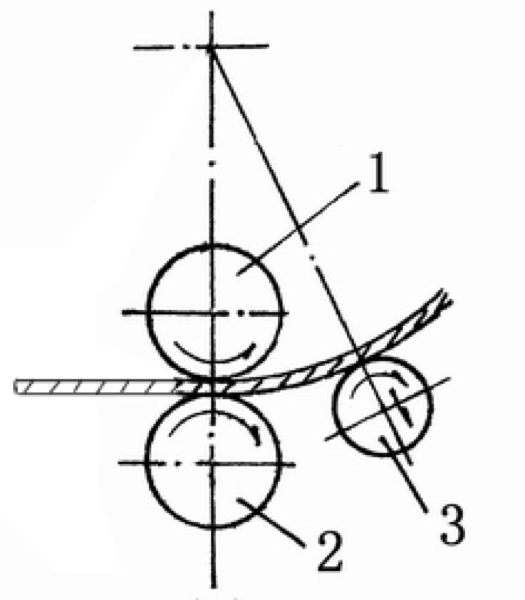
Figure 3 Schematic diagram of barrel three-roller rolling machine
1-upper feed roller; 2-lower feed roller; 3-forming roller
After the barrel has a straight edge, seam welding is performed. After welding, the straight edges of the weld and the weld will still exist. For the cylindricity of the entire barrel, this section is a straight face, which makes the barrel round and welded. The curvature of the two sides of the seam is infinite, which causes the barrel body to sag inward. The barrel body diameter here is smaller than other positions. Generally, it is about 5 ~ 10mm smaller than the standard barrel body diameter. Figure 4 shows the straight edge of the weld.

Figure 4 Straight edge of weld
Second, the harm of barrel straight round edge
For steel drums, straight-edged sections may affect the overall appearance quality. Generally speaking, for standard steel barrels, the barrel body will be flanged, corrugated, and expanded ribs. Through this series of processing, the cylindricity of the barrel body will be corrected, and the straight edges at both ends of the roll will be eliminated Therefore, the appearance of the standard steel barrel will not be greatly affected by the straight edge problem.
However, for non-standard steel drums, especially those without corrugations and ring ribs on the drum body, the straight edges at the welds will not be corrected. As shown in Figure 5, it is a common domestic steel drum containing silicone products. The drum body is straight, without corrugations and ring ribs.

Figure 5 Steel barrel with no corrugation and ring bars
For this type of steel drum, the straight edge of the weld seam not only affects the overall appearance quality of the steel drum, but also directly affects the normal use of the user. Most users who contain silicone products are liquid when they inject the product into the barrel, but when the product reaches normal temperature after the container is a viscous body. When the user wants to take out the product, the pressure disc is usually extended into the barrel and squeezed inwards to squeeze the product out of the barrel. The size of the pressure plate is slightly smaller than the standard inner diameter of the barrel (about 1 ~ 2mm). When the straight edge of the weld is too large, the diameter here will be smaller than the diameter of the extruding disc, so that the extruding disc cannot reach into the barrel for squeezing operation. In this case, it affects the user's use, resulting in serious quality problems.
When the extrusion disk is pressed into the steel drum, if the welding seam has straight edges, then the barrel body is recessed into the drum, and the edge of the extrusion disk will cause friction with the welding seam. Steel drums filled with silicone products generally have an inner coating. When the extrusion disc and the welding seam produce friction, the inner coating at the welding seam will be scraped off, contaminating the cargo. Many users will repeatedly use steel drums to ship the goods. When used for the second time, the inner coating powder scraped into the drum during the first extrusion will also contaminate the goods for the second shipment. Some users find that the silicone products in the barrel are contaminated with powder impurities, which is the reason.
Therefore, the problem of barrels with straight sides is sometimes fatal.
3. Discussion on the solution method of the round and straight edge of the barrel
There are many solutions to the problem of round and straight edges at home and abroad, but there is no effective practical solution for the problem of straight and round edges of steel barrels. Here, we are based on the special production process of steel barrels To discuss some practical production schemes.
1. Reduce the straight edge length on the plate rolling machine
Ordinary plate rolling machines are all three-roll plate rolling machines. The length of the straight section produced is equal to the distance between the feed roll and the forming roll. It is necessary to process the barrel of standard diameter. This distance cannot be reduced. The distance is reduced. This means that the diameter of the barrel is reduced. The coiling part of the automatic seam welding machine produced by the Commonwealth uses a four-roller coiling, that is, a correction roller is added between the feeding roller and the forming roller. When the material head is off the roller, this correction roller plays a role. It can continue to play the continuation of forming force and effectively reduce the length of straight edge section. As shown in Figure 6, it is a schematic diagram of the four-roller rolling machine of the British Commonwealth automatic welding machine.
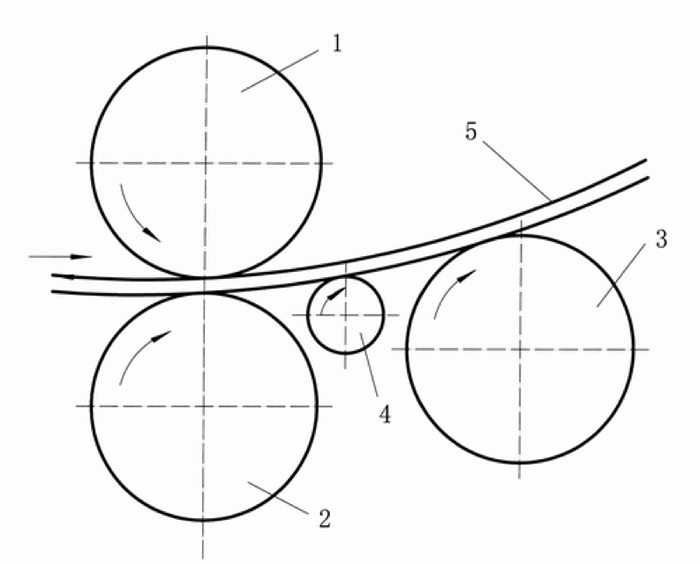
Figure 6 Four-roller rolling machine on the automatic welding machine
1-upper feed roller; 2-lower feed roller; 3-forming roller; 4-correcting roller; 5-sheet
The use of correction rollers greatly reduces the length of straight edges. However, because there is still a distance between the feed roller and the correction roller, the straight-sided section cannot be completely eliminated, but for a standard steel drum, this small straight-sided section is basically negligible, but for special requirements of steel The barrel may not meet the requirements.
There is also a fully automatic seam welding machine, such as Sudronic steel barrel automatic seam welding machine, which uses a correction plate for correction. The correction plate is a circular arc track set between the feed roller and the forming roller. When the plate is rolled When the material head enters and disengages the forming roller, the correction plate continues to complete the rounding work. The straight edge correction of this mechanism is better than the correction effect of the four-roll rounding machine. The straight edge length is smaller, which can basically meet the requirements of the silicone barrel. Cylindricity requirements.
2. Pre-bending with elbow press
Most of the effective solutions for straight round edges at home and abroad are pre-bending methods, that is, pre-bending the two ends before the steel drum is rounded. As shown in Fig. 7, the elbow press is used to pre-bend the coiled material. Or you can use an ordinary press to install a pre-bent mold. Although this method has a good effect and the process is not complicated, its production efficiency is not high, which is not suitable for the requirements of mass production.
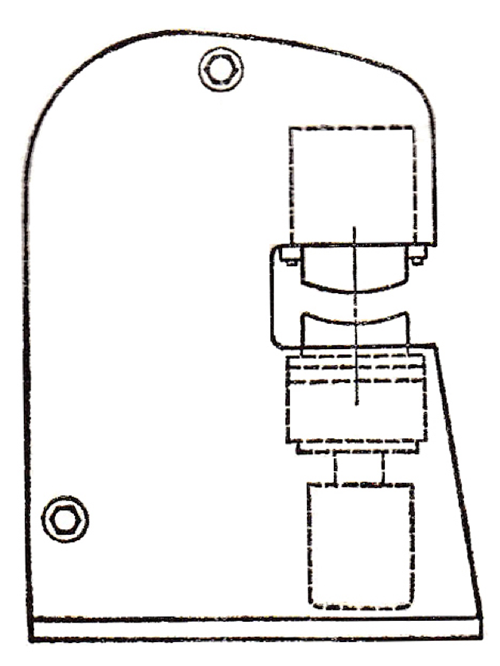
Figure 7 Elbow press
3. Relief using the expansion machine
After the barrel body is welded, it is a more practical method for barrel making enterprises to correct the cylindricity of the barrel body by the expanding machine. This method can be modified by using ordinary barrel body ring tendon expansion machine, and the expansion mold can be set as a cylinder with the same diameter as the barrel body. Under normal circumstances, due to the rebound effect of the steel plate, the degree of expansion should be slightly larger than the standard diameter of the steel barrel to ensure that the cylindricity of the barrel is corrected. Specific expansion parameters need to be determined through careful design and experimentation.
In this method of supplementation, if the bulge is too far, it is likely that the barrel diameter is too large and exceeds the standard, causing other quality problems; if the bulge is insufficient, it is likely that the straight edge is not good enough to eliminate it. In addition, after the expansion die is opened, there is a certain gap between the expansion block of the barrel and the expansion block. Because there is no module support between this gap, a straight segment will be generated. If there are more expansion blocks, this straight edge segment The impact is not large, but if the number of rising blocks is small, the straight-edge segment may be too long, not only can't the cylindricity complement target be achieved, but the straight-edge problem is more serious. Figure 8 is a schematic diagram of the barrel expansion module for correction.
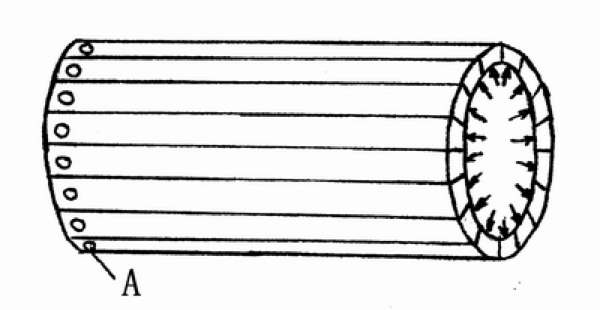
Figure 8 barrel body correction expansion module
4. Pre-bending with end roll bending machine
The end roll bending machine is a processing method in which the two ends of the plate are spaced apart along the length of the barrel body plate, so that the two ends of the sheet material pass through and bend. In order to make the two pairs of rollers fit the length of the plate, it can be achieved by changing the frame spacing. Figure 9 shows the schematic diagram of the end roll bending machine. Figure 10 is a physical diagram of the end roll bending machine.
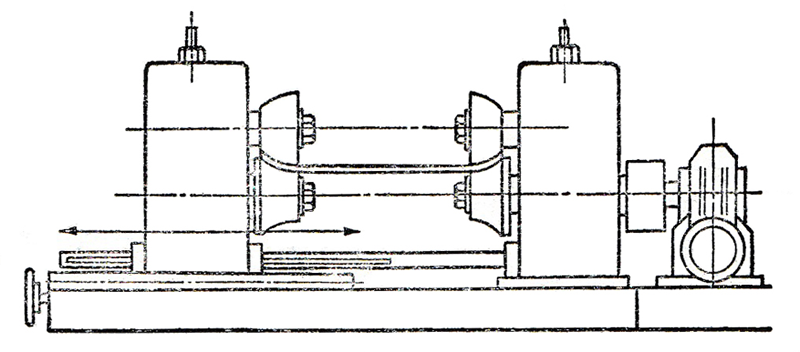
Figure 9 Schematic diagram of end bending machine

Figure 10 Physical picture of end roll bending machine
5. Adopt two-roller plate rolling machine for rolling
The two-roller rolling machine is a device that uses a rigid roller and an elastic roller to roll the board. As shown in Figure 11, it is a schematic diagram of the principle of the two-roller rolling machine. Because the two-roller plate rolling machine cannot conveniently adjust the barrel diameter, so the adaptability is low, so at present, the two-roller plate rolling machine has not been applied in the barrel making industry. But the biggest advantage of the two-roller plate rolling machine is that it does not cause straight edge problems.
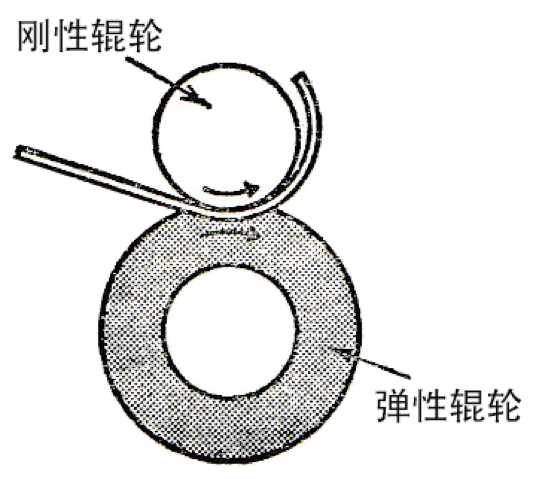
Figure 11 Schematic diagram of the principle of the two-roller rolling machine
In the two-roller plate rolling machine, the sheet material is continuously wound on the rigid rollers due to the pressure of the elastic rollers and then formed into a cylindrical shape. The example of using rubber as an elastomer is commonly used in stamping production. However, this method is fully practical when it uses urethane (urethane) synthetic rubber that is rich in toughness and wear resistance and has appropriate elasticity. After that. The hardness of the urethane synthetic rubber roller suitable for this processing method is Shore A85 ° ~ 95 °.
Figure 12 shows the parameter value of the relationship between the amount of roller depression (the amount of depression of the urethane synthetic rubber roller) and the diameter of the barrel body. After the reduction reaches a certain critical value, after the sheet is attached to the roller, even if the reduction of the roller is increased above the critical value, the change in the barrel diameter is very small. Therefore, the amount of deformation slightly higher than the critical reduction is the reasonable reduction. Although below the critical reduction, according to the adjustment of the reduction of the roller, it is not impossible to manufacture various barrels with different diameters, but this method is generally not used because it is not stable enough.
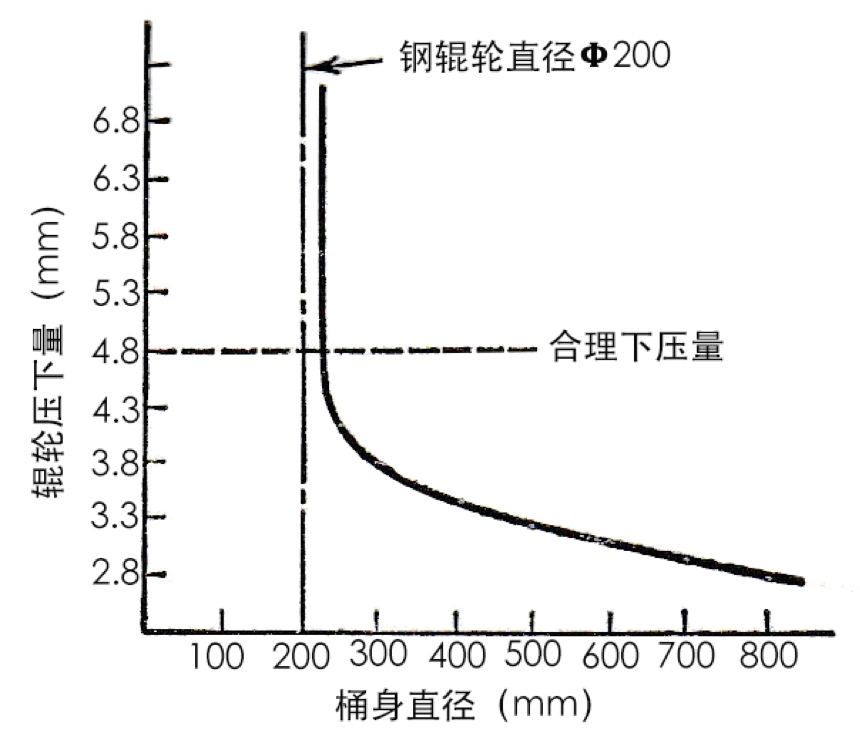
Figure 12 The relationship between the reduction of the roller and the diameter of the barrel in the two-roller
In order to change the diameter of the barrel, as shown in Fig. 13, a guide roller with an appropriate diameter is sleeved on the rigid roller to perform the coiling process.
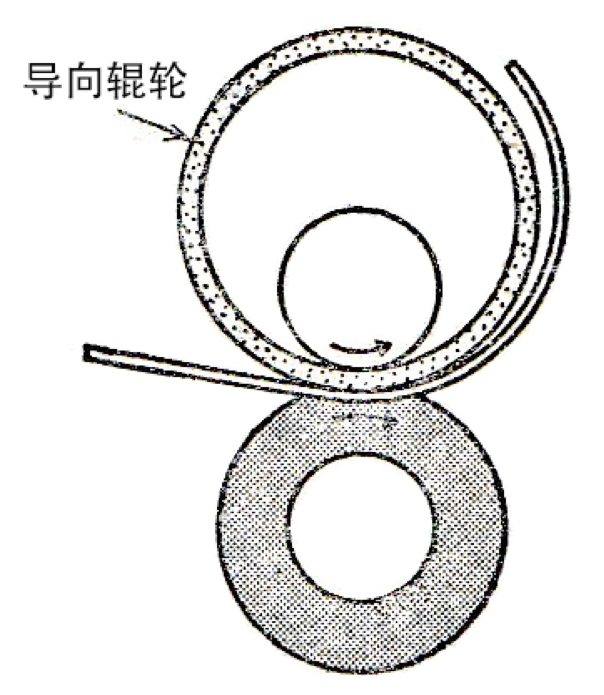
Figure 13 Use guide rollers to expand the diameter processing range
Compared with three-roller and four-roller plate rolling machines, the advantages of the two-roller plate rolling machine are:
(1) There is no straight edge section, no end pre-bending is required, and the production efficiency is high;
(2) It is possible to make high-precision forming in one stroke;
(3) Even if the sheet is warped, it can be rolled into a round barrel;
(4) No wrinkles or scratches on the barrel surface;
(5) If the reduction of the roller is large, even if the distance between the two rollers changes and the diameter of the barrel does not change, the equipment accuracy is not very high, and a simple device is used .
On the other hand, the disadvantage of the two-roller plate rolling machine is that it is not suitable for multi-species and small-batch production because guide rollers need to be made with respect to different barrel diameters.
4. Comparison of practical methods
The above introduces four solutions for solving the problem of barrel straight and round edges, each with its own characteristics and its own advantages and disadvantages. The specific plan to be adopted depends on the company's own production.
1. When the requirements on the straight edge of the barrel are not high
If the user does not have high requirements for the cylindricity of the steel drum, but the ordinary three-roller rolling machine can not meet the requirements, the above first scheme can be adopted to modify the rolling machine and add correction rollers or correction plates for correction To reduce the length of the straight edge. The method is simple, easy to implement, and the investment is not large. But if you want to eliminate straight edges completely, this solution is not suitable.
For the case where the requirements for straight edges are not high, the above third scheme can also be used, and the expansion machine is used for supplementary correction. Because this correction has a material springback factor, although the cylindricity can be improved, the correction is completed to eliminate the straight edges. too easy.
2. For small batch production
If the production variety is small batch production and high production efficiency is not required, the above second scheme can be adopted, that is, pre-bending with an elbow press.
3. For mass production
If it is a large-volume production of single-diameter steel drums, it is recommended to use the above fourth or fifth scheme for production. The fourth option requires the addition of an end bending machine equipment on the production line, and the fifth option requires the replacement of the original three-roller plate bending machine with a two-roller plate bending machine, both of which require the purchase of new equipment, but both Compared with the two solutions, the fifth solution does not need to increase the equipment footprint. If the fourth solution is adopted, a new device needs to be added, and if it is carried out on the already designed production line, there may be no place to place it.
If the production line is newly arranged, the fourth solution can be adopted, and the end bending machine can be directly designed on the production line. If it is to transform the old production line, it is more convenient to adopt the fourth plan.
Cosmetic Bag,Travel Bag,Tote Bag,Shopping Bag
qiangcheng Industry and trade Co.ltd , https://www.qiangchenbag.com