The application of the triple resistance formula
Any theory has undergone long-term measurement and verification, and the anti-Kai formula is no exception. However, any theory must be used to find the point of integration with the corresponding production process, and eliminate various factors affecting the pressure resistance in the production process. This set of formulas is the theoretical basis for the compression design, otherwise it will cause deviations between the design and production results and quality problems. Since we cannot rule out the influence of many uncertainties in the production process on the compressive strength of the carton, it is necessary to compare the sampling test results in the production process with a hand-made sample box. The following is a verification example of the anti-column formula in a certain company. I put it in order and hope that the spoon will be discussed together.
For example, a company's three-layer A cardboard box, the size is 49.5x39x39em, face paper paper selects a certain class A boxboard paper 250g/m2, the standard test ring pressure value is 496N, the paperboard use A grade 180g/m2A high strength Corrugated, the standard test ring pressure is 300N, calculate the compressive strength this carton should reach. This type of carton production process is: corrugated board production line running board → flexible version of the watermark → single touch line → round pressure die cutting → nail box. After the end of each production process, the compressive strength of the carton was tested to be 1700N. Please try to find out the various factors affecting the pressure resistance.
We use the compressive formula to calculate the compressive strength that this carton should achieve. The shrinkage of A楞 is: 1.532, and the circumference is Z=(49.5+39)x2:177cm. for:
P=hx.K two (R1+R2+R3XC)/15.2X (30.3 ten 0.275Z-0.000522)
= (496 Ten 496 to 300 X 1.532)/15.2X (30.3 to 0.275X177 to 0.0005X1772)
=95.5 X63.3
=6045N
This carton should be able to reach a compressive strength of 6045N, but the actual measured final compressive strength is 1700N, the loss of carton compressive strength in the production process is about 4345N, the following we look at the order of the production process to determine the factors that affect the pressure.
First of all, on the premise of guaranteeing the quality of the raw paper, we sampled from the cardboard production line and sampled each of the left and right sides. In order to rule out the influence of the machinery on the paperboard in the production, we used the hand-made method to test the compressive strength after the cardboard was put into the box. The left side of the assembly line is: 6230N, 6020N, ​​6140N; the right side is respectively 4230N, 4620N, 4040N. By comparison, it can be seen that the cardboard on the left side of the cardboard line is closer to the calculated compressive strength. It can be seen that the mechanical or operational problems cause damage to the flues. By measuring, it was found that the right paperboard was thinner than the left paperboard, and there was a phenomenon of collapse, which required us to further adjust the equipment and eliminate unreasonable factors in the production process of the assembly line.
Next, we took the left cardboard for printing and tested the samples after printing. The impact of printing on the pressure is mainly due to the transfer roller and the printing plate. The excessive pressure of the transfer roller is often fatal to the damage of the corrugated pipe. On this point, we can use the pre-press manual box and the post-printing manual. Make a box to compare the compression test. One point that needs to be mentioned here is that due to the long-term use of the paper feed roller, there is a certain amount of wear, it is easy to form a high shape at both ends of the middle pit. In the printing process, there will be a situation in which the ink is less in the middle and the ink is more in the middle. To compensate for this defect is often used to increase the pressure of the paper roll and plate to solve, forming a vicious cycle of impact on the carton pressure. In this regard, we can determine the edge pressure of the paperboard that has no printed pattern after printing. Here is the test case. The sampling point is shown in the following figure:
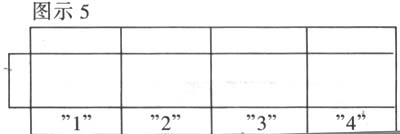
The side pressure test result is:
1 80 79 68 82 63 N/em
2 96 92 100 102 109 N/em
3 104 96 108 110N/em
4 75 62 72 83 90 N/em
The test result is:
Due to the long-term use, the wear of the paper feeding roller causes the middle of the paper feeding roller to be two lower, causing a certain degree of damage to the paperboard corrugated, resulting in a thin middle thickness of the paperboard, so we should repair the paper feeding roller.
(to be continued)
Restaurant Soup Pot,Ceramic Pot,Soup Pot
Fengxi Dongyang Porcelain Factory , http://www.czfxceramics.com